Areas of innovation / Projects / Machining of aeronautical materials
Steel machining

Tool
M.D. drill Ø 6.8 mm, internal coolant 40 bar
Material
Steel 1.2311
Conditions
vc=80 m /min - ap=3xd - f=0.14mm/z - emulsion 10%.
Source
SHM, Šumperk (CHEQUIA)
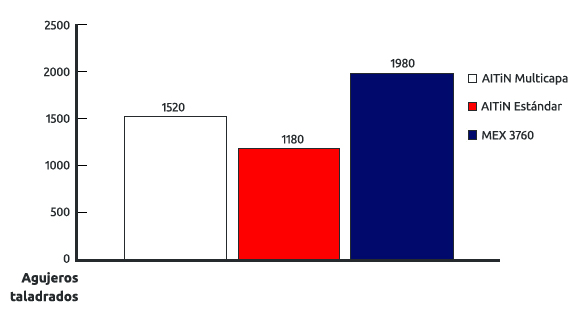
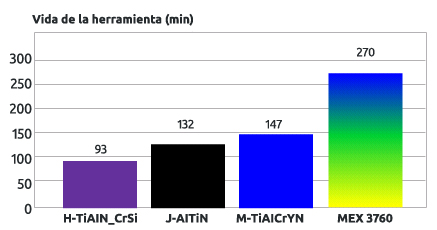
Drilling of treated steels

Tool
M.D. drill Ø 6.8 mm, internal coolant 40 bar
Material
Steel 1.2311
Conditions
vc=80 m /min - ap=3xd - f=0.14mm/z - emulsion 10%.
Source
SHM, Šumperk (CHEQUIA)

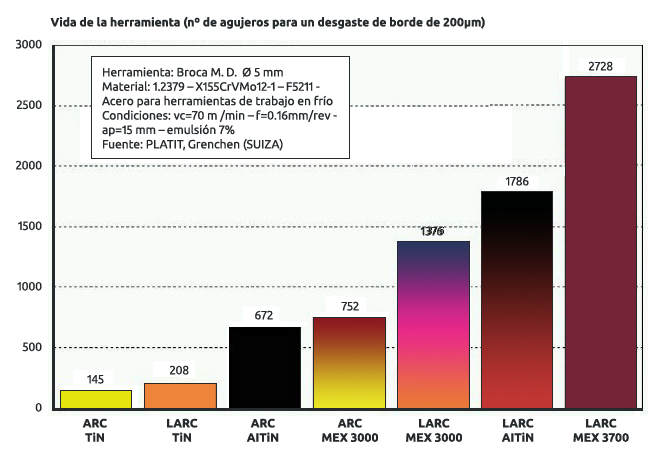
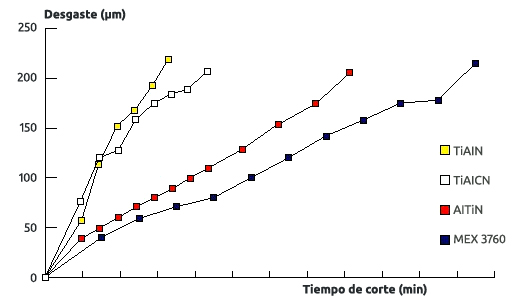
Tool
M.D. drill Ø 5 mm
Material
1.2379 - X155CrVMo12-1-F5211-
Cold work tool steel Conditions
vc=70 m/min - f=0,16mm/rev- ap=15mm - emulsion 7%.
Source
PLATIT, Grenchen (SWITZERLAND)

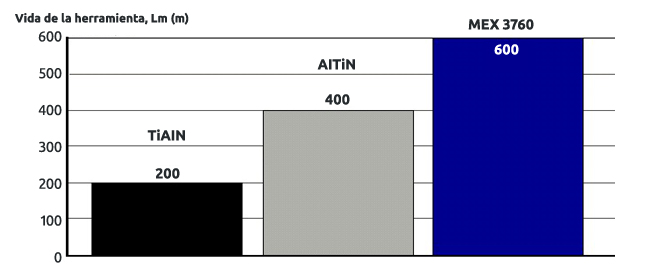
Tool
Steel X40CrMoV5 - 1.2344 - Rm = 1100 N/mm2
Material
Steel 1.2311
Conditions
ap=0.5 mm - ae = 8 mm- emulsion 7 %.
Source
PLATIT, Grenchen (SWITZERLAND)

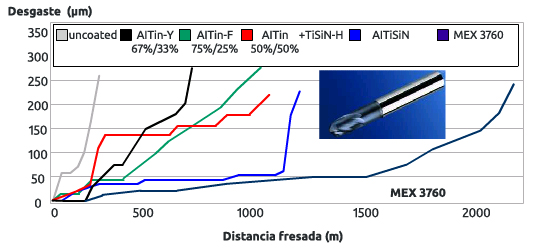
Tool
Ball end mill M.D., Ø6 - 12 mm, z=2
Material
Treated tool steel, 40 - 45 HRC
Conditions
RPM = 11,000, vf = 400 mm/min, ae=0.04 mm - dry running
Source
M.D. milling cutter K20UF, Ø12 mm, z=12
Milling of HSS steels

Tool
M.D. drill Ø 6.8 mm, internal coolant 40 bar
Material
HSS AISI M2 steel
Conditions
vc=150 m /min - ap=10 mm - fz=0.05mm - ae=0.5 mm - in dry operation
Source
SHM, Šumperk (CHEQUIA)

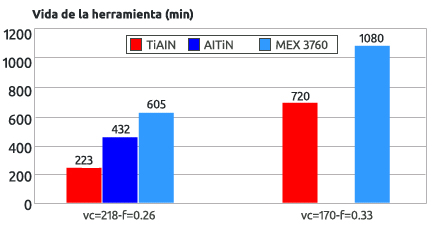
Tool
M.D. milling cutter, radius at edge r=2mm
Material
Steel 1.2344 - X40CrMoV5 - Rm=1100N/mm2
Conditions
vc=218 m/min - f=0.26 mm - ap=0.5 mm - ae=8 mm - emulsion 7%.
Source
Schlenker, Böblingen (GERMANY)

Tool
Ball end mill M.D. ,Ø. 10 mm x length. 57 mm, hydrochuck
Material
Steel 1.2343 - X38CrMoV5-1 - hot work tool steel - 57 HRC
Conditions
RPM=18500, fz=0.18mm, ap=0.25mm, ae=0.6 mm, External minimum lubrication
Source
iFT, Grenchen (SWITZERLAND)
