Para el óptimo recubrimiento de los sustratos, se requiere un mínimo acondicionamiento de las superficies que las adapte a los requisitos de la deposición PVD.De manera general se pueden resumir en los siguientes:
Tratamientos o agentes que afectan a la composición de la superficie y que pueden ser eliminados sin alterar la calidad superficial. Es conveniente eliminarlos antes de enviarlos al centro de recubrimientos.
- Restos de tinta, pegamentos, cinta adhesiva o ceras lubricantes.
- Lubricantes o grasas basadas en silicona, no son procesables por PVD y por tanto deben ser evitados de manera imperativa.
- Aceites, taladrinas y grasas solubles, no suponen ningún obstáculo para la limpieza y posterior recubrimiento.Es aconsejable proteger con una fina capa de aceite las superficies a recubrir, en caso de que no sean resistentes a la corrosión.
Tratamientos o agentes que afecten a la composición de la superficie y que no se pueden eliminar sin alterar la calidad superficial.
- Estado óptimo de las superficies; apariencia metálica.
- Residuos de corrosión, restos de sales de los tratamientos térmicos o restos de oxidación.
- Capas de reacción de electroerosión o nitruración.
- Superficies fosfatadas o vaporizadas no convenientes y galvanizadas no procesables.
En superficies rectificadas hay que tener cuidado con:
- Daño por oxidación. Con frecuencia es un efecto superficial pero suficientemente importante como para crear problemas en la adhesión del recubrimiento. Estos óxidos deben ser eliminados por medios químicos o mecánicos.
- No se recomienda el uso de muelas con abrasivos basados en silicio.
- Daño superficial por revenido por rectificado. Se produce un reblandecimiento superficial del acero, que provoca una adhesión muy pobre. Este tipo de daño causa una imposible recuperación superficial por medios químicos y/o mecánicos.
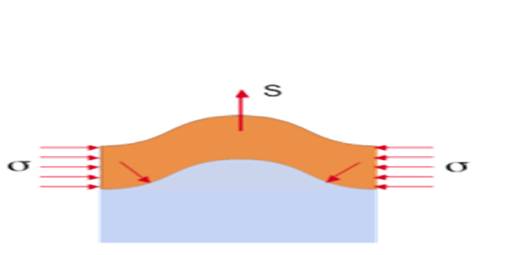
- Si se generan tensiones residuales ténsiles durante el rectificado se reduce la resistencia a la fatiga de los filos rectificados con la consiguiente generación de grietas durante el trabajo.
- Una rugosidad elevada provoca un muy probable fallo de adhesión en las crestas de los surcos de rectificado por una concentración local de tensiones residuales compresivas