UN RECUBRIMIENTO PARA CADA APLICACIÓN
Es importante utilizar el recubrimiento más adecuado para cada aplicación, por eso es importante seguir los consejos de una persona técnica que conozca en profundidad los recubrimientos y sus propiedades, así como la operación a la que van a ser destinados.
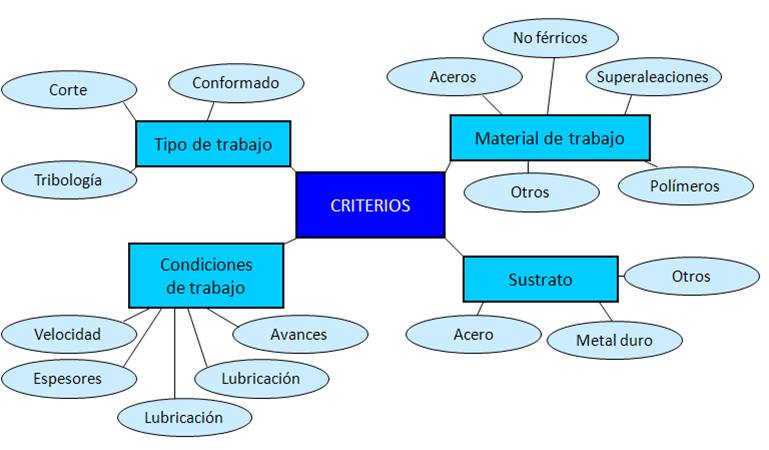
Para dar una recomendación acertada es necesario conocer la mayor cantidad de información posible acerca del modo de trabajo del recubrimiento. Las características fundamentales son el tipo y material de la herramienta, el tipo de operación, el material a trabajar, el tipo de lubricación y condiciones especiales si las hubiese (alta velocidad, alta tasa de arranque, altas temperaturas…). Aunque también es conveniente saber el tipo de desgaste que sufre la herramienta desnuda y el criterio de vida de la misma.
Una opción que ofrece Metal Estalki a través del acceso a prestigiosos laboratorios, es el análisis de las herramientas usadas para conocer las causas de fallo y estudiar la posibilidad de mejora.
INFLUENCIA DEL ESTADO DE LAS HERRAMIENTAS ANTES DE RECUBRIR
Otro aspecto que condiciona el buen funcionamiento de los recubrimientos es el estado de las herramientas antes de recubrir. Desde Metal Estalki se aconseja lo siguiente:
- Aspecto metálico de las herramientas para garantizar la correcta adhesión.
- Ausencia de capa blanca en caso de herramientas con superficies electroerosionadas.
- Ausencia de restos de sales en los orificios ciegos en caso de herramientas con tratamientos por sales previos.
- Herramientas libres de aceites, grasas, óxidos, adhesivos y/o pegamentos. Si bien en Metal Estalki se cuenta con medios para la eliminación de la mayoría de ellos, se requiere una preparación mínima por parte del cliente.
DECAPAJE Y ACUMULACIÓN DE CAPAS
La acumulación de demasiadas capas tras los sucesivos reafilados puede provocar desconchamientos que van en detrimento del rendimiento de la herramienta, por eso es necesario realizar un análisis de la misma para determinar la necesidad de decapar anteriores recubrimientos.
OPERACIONES DE PRE Y POST-TRATAMIENTOS
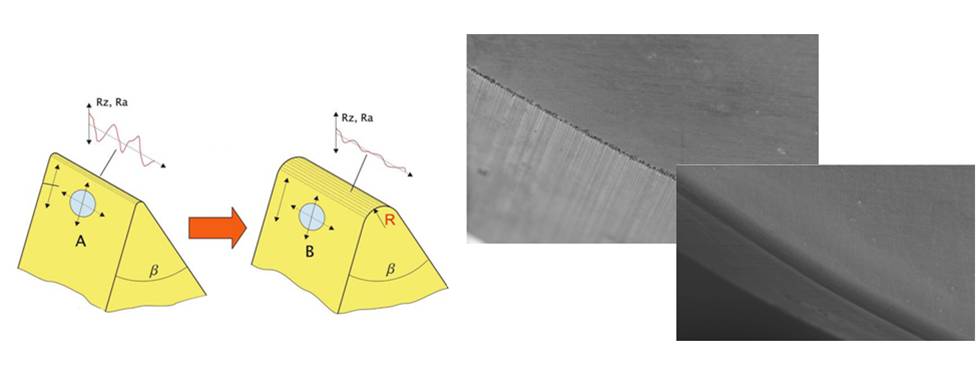
Para optimizar el uso del recubrimiento es conveniente la preparación de filos. Cada útil tiene un radio así como una rugosidad superficial óptimos para el recubrimiento. Se recomienda consultar con una persona técnica acerca de la necesidad de tratar las superficies previa y/o posteriormente.
LIMITACIONES DEL PROCESO DE RECUBRIMIENTO PVD
El recubrimiento PVD como todos los procesos, también tiene sus restricciones y son las siguientes:
- La temperatura del último revenido del material a recubrir debe ser superior a 500 ºC, si no se quiere perder el efecto al introducirlo en la cámara de recubrimiento.
- Durezas a partir de 58 HRC en herramientas de corte de HSS, aunque en aplicaciones de desgaste por abrasión pura, es posible recubrir sustratos blandos como el AISI 304, AISI 316 o el titanio.
- El material de las soldaduras debe tener un punto de fusión superior a los 600 ºC.
- Relajación previa de tensiones, aunque raramente se producen distorsiones